



HRLF - Recirculation filling system



The filling machines of the renewed HRLF series, manufactured according to the new HYPER CLEAN characteristics, are suitable for the LEVEL filling of FLAT products in PET and GLASS bottles.
HRLF fillers are characterized by:
The machine is complete, in the basic version, also with the following features:
Available in various sizes to cover a wide range of production, the machines of the HRLF series are available either in the filler/capper version or in the rinser/filler/capper one.
PRODUCTION RANGE
PRODUCT | SPEED (bph) | REFERENCE |
Oil | 1.000 – 21.300 | 0.5 lt |
Frothy juice | 1.000 – 17.600 | 0.5 lt |
Vermouth | 1.000 – 18.900 | 1 lt |
OTHER DATA
Bottles capacity | 0.2 lt ÷ 2 lt |
Production speed | 1.000 ÷ 30.000 bph |
Filling valves | 5 ÷ 50 |
Workable caps | Plastic screw cap – ROPP cap |
Workable bottle diameter | 44 ÷120 mm |
Workable bottle height | 160 ÷ 340 mm |
Bottle handling | Neck Handling – Bottom Handling |
Operator panel | Touch screen 7" |
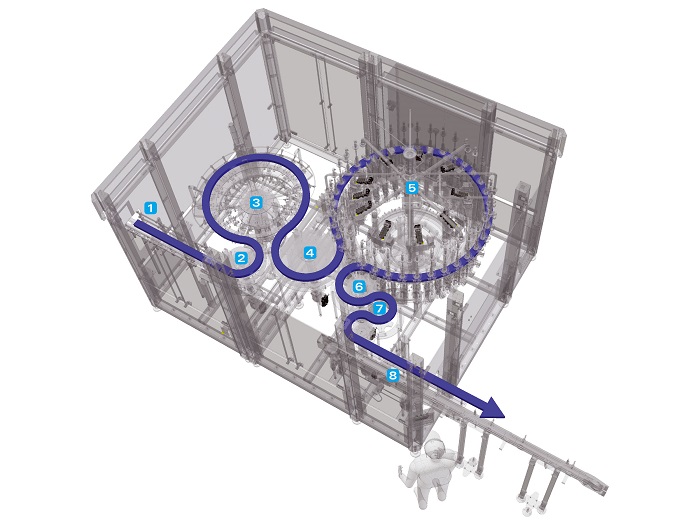

1INFEED CONVEYOR
The bottles are transported inside the machine through a conveyor belt. This device is an air conveyor in case of PET bottles, or a chain conveyor in case of glass bottles. The bottle flow is regulated using a pneumatically operated gate which, depending on the condition of plant production, enables or blocks the bottles transfer to the first star wheel.

2BOTTLE TRANSFER: INLET - RINSER
Bottles coming from the conveyor are transported towards the rinser. This transfer is performed through a rotating star wheel which receives the bottles from the conveyor and transports them towards the rinsing carousel.

3RINSER
The bottle coming from the star wheel reaches the rinsing turret where a rubber gripper grabs the bottle neck, and by using a mechanical cam system inverts the bottle (180 degrees) in order to have the bottle lip aligned with its rinsing nozzle. The nozzle is activated, dispensing water or air depending on the filling product and on the customers preference. At the end of the rinsing phase, the bottle is inverted again, coming back to the initial position.
The bottle is ready to be moved to the rinsing carousel. Each rinsing turret is equipped with a “no bottle-no spray" system: a sensor placed close to the rinser inlet detects the presence of the bottle. In the event that no bottle is detected, the correspondent turret will not perform any rinsing operation.
4BOTTLE TRANSFER: RINSER – FILLER
Bottles coming from the rinser are moved towards the filler. This transfer is performed through a rotating star wheel which collects the bottles from the rinsing turret and transports them towards the filling carousel.

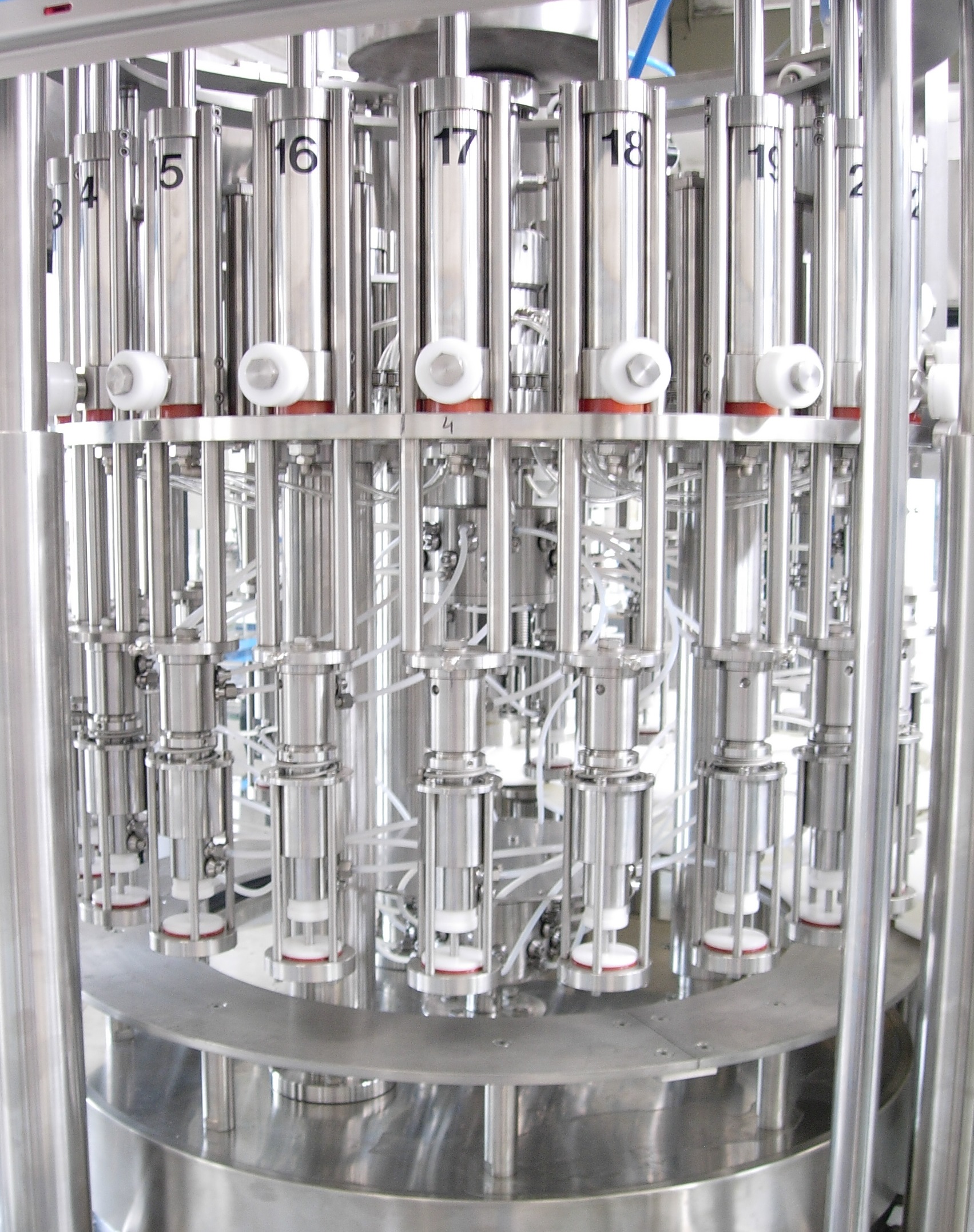
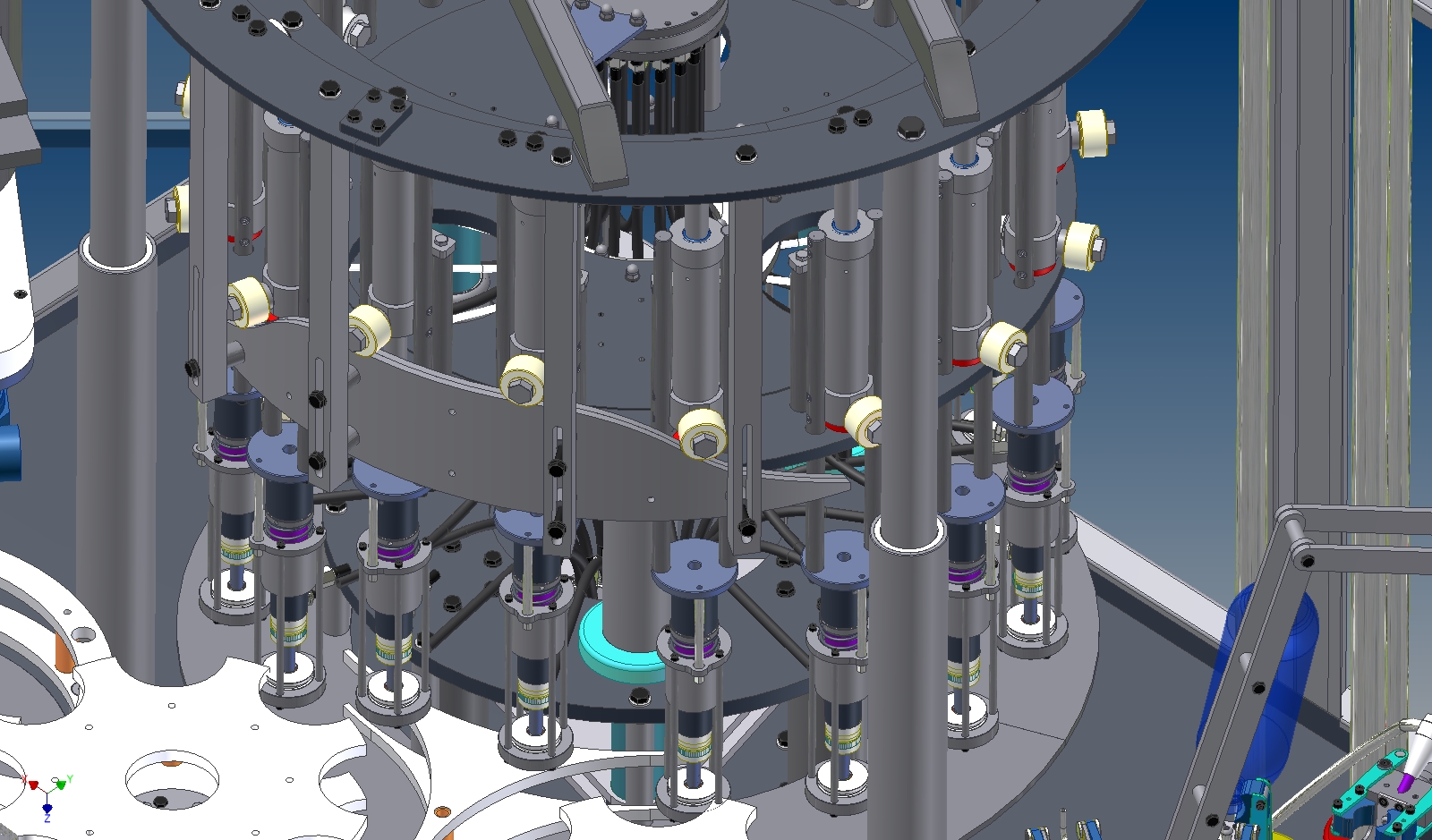
5FILLER
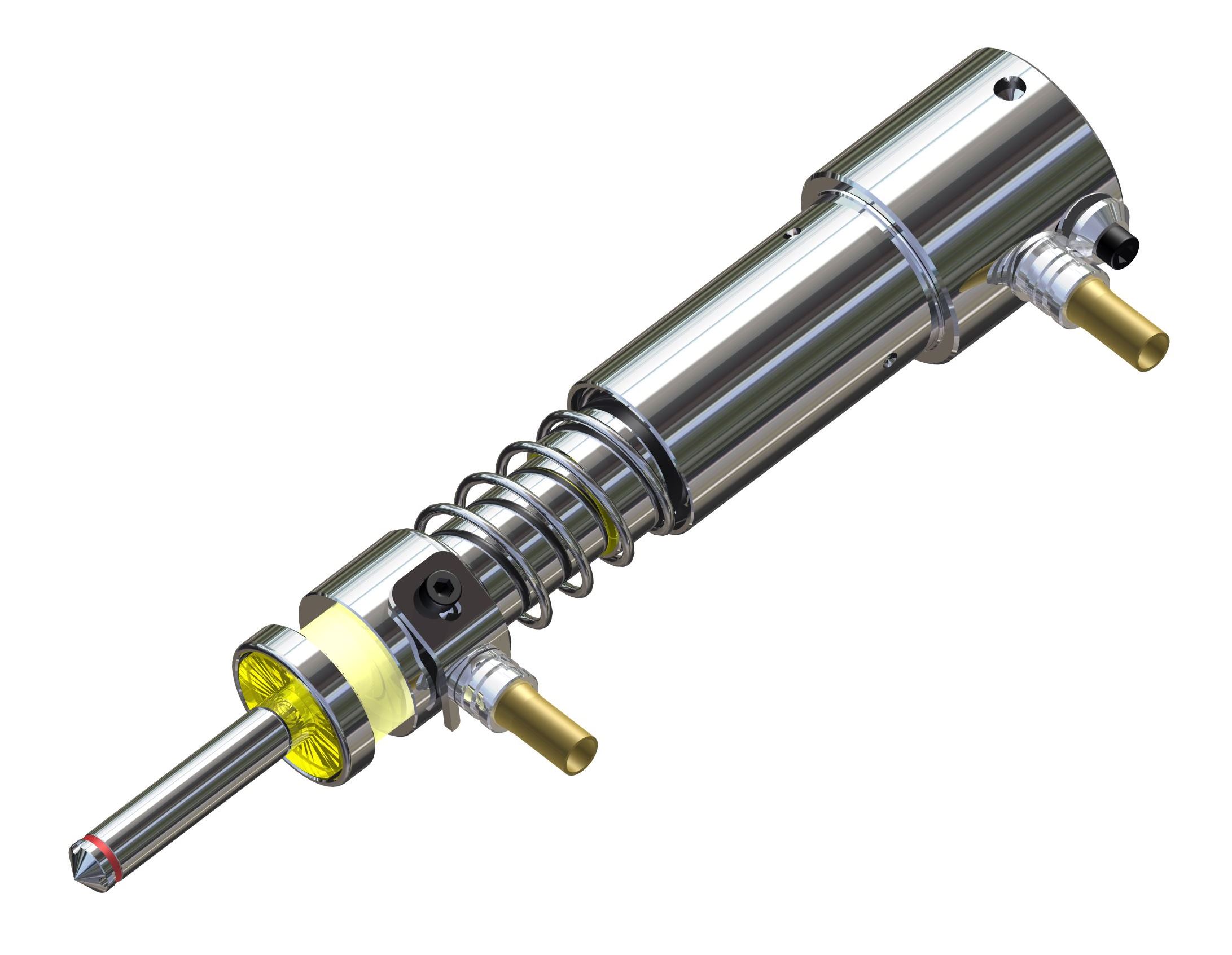
The bottle coming from the starwheel reaches the filling turret. The filling technology is based on mechanical opening and closing of the valve.
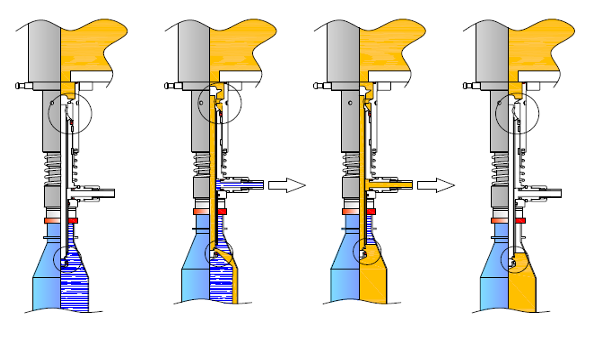
Once the bottle is in position in the filling turret, it is moved towards the filling valve by a pneumatic piston. The valve is opened thanks to the contact and the pressure of the bottle on it. The filling process begins. The product is transfered by gravity from the tank to the bottle.
Once the filling phase is completed, the product is recirculated through a suitable circuit and it is collected in an external tank.
The product recirculation continues until the closure of the valve. In case of hot filling, there is a continuous product recirculation even if the valve is closed.
The valve is mechanically closed: it rises and it comes back to its initial position.
The filled bottle is ready to be moved to the capper.

6BOTTLE TRANSFER: FILLER – CAPPER
Bottles coming from the filler are moved towards the capper. This transfer is performed through a rotating star wheel which collects the bottles form the filling turret and transports them towards the capping turret.

7CAPPER
The bottle coming from the star wheel reaches the capping turret where a star shaped mould allows the bottle centering under the corresponding capping turret. In case of plastic screw caps and plastic pressure caps, the cap coming from caps feeding system is picked up by means of a star wheel called "pick and place". In case of aluminium screw caps, the cap is directly placed onto the bottle opening. Depending on the cap to be applied, it is possible to have rotating capping machines (for plastic screw caps), pressure capping machines (for plastic pressure caps or crown caps), or capping machine having threading heads (for aluminium screw caps).
The rinsed, filled and capped bottle is ready to be moved to the outlet conveyor. Each capping turret is equipped with "no bottle-no cap" system: in the event that no bottle is detected under the capping turret, the cap will not be applied.
TECHNICAL DATA
Advantages
Standard accessories
Each RLF machine is provided with:
Optional
Available on request, it is possible to install on ENOBERG’s RLF machine:
* The stated values are not binding, as they have to be confirmed by ENOBERG according to the user's production conditions.
